
مشکلات در روند تولید
1- تنظیم نبودن کشش (tension)
در صورت تنظیم نبودن کشش مشکلاتی از قبیل پاره شدن کاغذ برچسب در خط تولید و یا تغییر سایز لیبل های تولیدی و یا شل جمع شدن رول برچسب نهایی به وجود می آید.هرکدام از این موارد زمان زیادی برای تنظیم مجدد از اپراتور دستگاه می گیرد.
2- تنظیم نبودن فشار تیغ دایکات
در صورت فشار زیاد تیغ،زیره و رویه لیبل با هم برش داده می شود و در نتیجه کاغذ دچار پارگی می شود.کم بودن فشار تیغ لیبل به طور کامل دایکات نمی شود و پوشال برداری درست انجام نخواهد شد.
3- پاره شدن پوشال
دلایل بسیاری برای این مشکل وجود دارد:
- بالا بودن سرعت دستگاه
- بالا بودن کشش جمع کن پوشال به نسبت سرعت و کشش برچسب در روند تولید
- نازک و ضعیف بودن بیش از حد استاندارد کاغذ
- کم و باریک بودن بیش از حد فاصله و یا گپ بین لیبل ها با توجه به نسبت اندازه سایز لیبل
- قدرت چسبندگی بیش از حد لیبل
روند تولید در دستگاه تخت
مرحله هایا آماده سازی و تولید با دستگاه تخت شباهت بسیاری به دستگاه روتاری دارد اما تفاوت هایی بین این دو دستگاه وجود دارد:
- دایکات در دستگاه تخت برخلاف دستگاه روتاری که به صورت چرخشی انجام می شد به صورت ضربی انجام می شود و بسیار ارزان تر از تیغ دایکات دستگاه روتاری می باشد.
- توانایی دایکات لیبل های چاپ شده
- توانایی چاپ طلاکوب بر روی لیبل های چاپ شده
- سرعت پایین تر در تولید نسبت به دستگاه روتاری
بسته بندی محصولات
آخرین مرحله تولید و آماده سازی سفارش ها بسته بندی کالاست.در تولیدی ریبو لیبل بسته بندی لیبل ها با توجه به تجربه و نظرات مشتریان با ترکیب سینی مقوایی و شیرینگ حرارتی شفاف انجام می شود.از مزایای این روش می توان به موارد زیر اشاره کرد.
- مشاهده شدن محصول در بسته بندی که موجب سهولت در انبارداری و آمار می شود.
- مقاومت بیشتر بسته بندی شیرینگ نسبت به کارتون،شیرینگ به خاطر خاصیت پلاستیکی و کششی آن در مقابل ضربه و یا افتادن بسته مقاومت بالاتری نسبت به کارتون دارد که در نتیجه احتمال صدمه دیدن محصولات در حین ارسال،بارگیری و یا جا به جایی بسیار کم است.
- خاصیت کششی بودن شیرینگ قابلیت سازگاری با هر سایز لیبل را در بسته بندی دارد و از فضای خالی در بسته بندی جلوگیری می شود.
- استفاده از سینی مقوایی در بسته بندی موجب حفظ سلامت رول ها در حین جا به جایی می شود و ایستایی بهتری در بسته بندی موجب می شود.
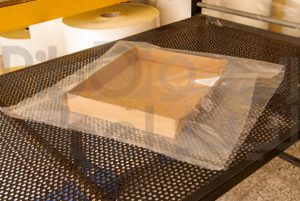
مراحل بسته بندی
ابتدا به متراژ مورد نیاز از رول اصلی شیرینگ حرارتی بریده و جدا می کنیم،شیرینگ جدا شده را از وسط تا نموده و از دو سمت چپ و راست توسط دستگاه دوخت حرارتی پرس می کنیم(16).سپس سینی مقوایی(17) را داخل شیرینگ قرار داده(18)،لیبل ها را با توجه به وزن و سایز رول ها به تعداد مشخصی روی سینی مقوایی چیدمان می کنیم (19) و در نهایت با استفاده از حرارت دهی شیرینگ جذب محصولات شده و سپس با چسباندن لیبل مشخصات بر روی بسته بندی مرحله آماده سازی رول ها به پایان می رسد.(20)(21)

16

17
18

19

20

21
